")
Агуулгын хүснэгт:
- Алхам 1: Шаардлагатай эд анги, материал
- Алхам 2: Хэвлэсэн хэсгүүд
- Алхам 3: DVD хөтчийн Stepper Mechnaism -ийг салгах
- Алхам 4: гулсагчийг бэлтгэх
- Алхам 5: Y тэнхлэгт гулсах төмөр замыг угсрах
- Алхам 6: X тэнхлэгт зориулсан гулсах төмөр замыг угсрах
- Алхам 7: Stepper Motors -ийн утас
- Алхам 8: X ба Y тэнхлэгийг самнах
- Алхам 9: Электроник
- Алхам 10: Электроникийг хүрээ рүү угсрах
- Алхам 11: Stepper драйверын гүйдлийг тохируулах
- Алхам 12: Лазер угсралт
- Алхам 13: Бэлэн боллоо
- Алхам 14: GRBL програм хангамж
- Алхам 15: G-CODE илгээх програм хангамж
- Алхам 16: Системийг тохируулах
- Алхам 17: Модон сийлбэр
- Алхам 18: Нимгэн цаас хайчлах
- Алхам 19: Винил хайчилж, захиалгаар наалт хийх
- Зохиолч John Day day@howwhatproduce.com.
- Public 2024-01-30 11:03.
- Хамгийн сүүлд өөрчлөгдсөн 2025-01-23 15:00.

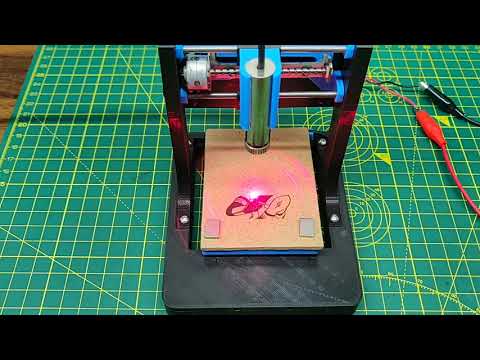

Энэ бол би хуучин CNC лазер сийлбэрээ хэрхэн яаж засч, хуучин DVD хөтчүүд, 250 мВт лазер ашиглан Arduino дээр суурилсан лазер CNC сийлбэр, нимгэн цаас хайчны тогтвортой хувилбарыг хэрхэн яаж хийх тухай заавар юм.
Миний CNC-ийн хуучин хувилбар:
Хуучин хувилбар нь тийм ч тогтвортой биш байсан бөгөөд хэсэг нь тэгш бус байсан тул бага зэрэг чичирч байсан тул 3D хэвлэсэн эд анги ашиглан тогтвортой хувилбар гаргахаар шийдсэн. Надад лазер сийлбэр хийхэд маш нарийн үр дүнг өгсөн нь маш жижиг нарийн ширийн зүйл байсан бөгөөд энэ машин нь ажлыг сайн гүйцэтгэдэг кабель юм. Та сийлбэрлэсэн зургийн нүднээс нарийн ширийн зүйлийг харж болно.
Тоглоомын талбайн хэмжээ нь 40 мм х 40 мм.
Алхам 1: Шаардлагатай эд анги, материал
- Arduino Nano (USB кабельтай)
- 2x DVD хөтчийн stepper механизм
- 2x A4988 stepper мотор жолоочийн модуль (эсвэл GRBL бамбай)
- Тохируулах линз бүхий 250 мВт лазер (эсвэл түүнээс дээш)
- 12V 2Amps цахилгаан хангамжийн хамгийн бага хэмжээ
- 1x IRFZ44N N-CHANNEL Mosfet
- 1х 10к эсэргүүцэл
- 1х 47 Ом эсэргүүцэл
- 1х LM7805 хүчдэлийн зохицуулагч (радиатортой)
- ПХБ -ийн хоосон самбар
- Эрэгтэй, эмэгтэй толгой
- 2.5 мм JST XH загварын
- 2 зүү эрэгтэй холбогч
- 1x 1000uf 16v конденсатор Jumper кабель
- 8x жижиг неодим соронз (би DVD линзний механизмаар хадгалсан)
- Шураг терминал блок холбогчтой 1х 2 зүү залгуур
- Зип зангиа (100 мм)
- Супер цавуу
- 6х M3x12 эрэг
- 8x M2x5 эрэг
- Лазер хамгаалалтын шил
"Энэ төсөлд ЛАЗЕРЫН АЮУЛГҮЙ БАЙДЛЫН шил шаардлагатай болно."
Алхам 2: Хэвлэсэн хэсгүүд

STL файлууд, хавсаргасан файлыг үзнэ үү эсвэл https://www.thingiverse.com/thing:3521286 руу очно уу.
Бүх эд ангиудыг ABS материалаар хэвлэв.
Хэвлэх тохиргоо: Давхаргын өндөр: 0.2 мм
Дүүргэх: <25%
Дэмждэг: үгүй
Алхам 3: DVD хөтчийн Stepper Mechnaism -ийг салгах


DVD хөтчийн хоёр механизм шаардлагатай бөгөөд нэг нь X тэнхлэгт, хоёр дахь нь Y тэнхлэгт зориулагдсан бөгөөд жижигхэн Филлипс толгойн шургуулагч ашиглан бүх шураг, салгасан stepper мотор, гулсах төмөр зам, дагалдагчийг салгасан. Stepper мотор нь 4 зүү хоёр туйлт шаталсан мотор юм.
DVD моторын жижиг хэмжээ, хямд өртөг нь мотороос өндөр нарийвчлалыг хүлээж чадахгүй гэсэн үг юм. Үүнийг хар тугалган боолтоор хангадаг. Түүнчлэн, ийм хөдөлгүүрүүд бүгд 20 алхам/эргэлт хийдэггүй. 24 нь бас нийтлэг зүйл юм. Та мотороо шалгаж, юу хийж байгааг харах хэрэгтэй.
CD Drive Stepper моторын нягтралыг тооцоолох журам:
CD/DVD хөтчийн stepper моторын нарийвчлалыг хэмжихийн тулд дижитал микрометр ашигласан. Шургийн дагуух зайг хэмжсэн. Шургийн нийт урт нь микрометр ашиглан 51.56 мм болжээ. Шураг дээрх хоёр зэргэлдээ утас хоорондын зай болох тугалган утгыг тодорхойлох. Утасыг энэ зайд 12 утас гэж тоолсон. Хар тугалга = зэргэлдээ утас хоорондын зай = (нийт урт / утасны тоо = 51.56 мм) / 12 = 4.29мм / эрг. Алхамын өнцөг нь 18 градус бөгөөд энэ нь 20 алхам/эргэлтэд тохирно. Шаардлагатай бүх мэдээлэл бэлэн болсон тул stepper моторын нягтралыг дараах байдлаар тооцоолж болно: Resolution = (Зэргэлдээ утаснуудын хоорондох зай)/(N Steps/rev) = (4.29mm/rev)/(20 алхам/эргэлт)) = 0.214 мм/алхам. Шаардлагатай нарийвчлал нь 3 дахин илүү бөгөөд алхам нь 0.68 мм байна.
Алхам 4: гулсагчийг бэлтгэх



Супер цавуу ашиглан би гулсагч болон хөтөчийг нэг хэсэгт нааж өгсөн. Хар сормууснаас зайлсхийхийн тулд хөтөч ба хар тугалган шураг хоорондын хурцадмал байдлыг хадгалахын тулд хавар хавсаргасан болно.
Алхам 5: Y тэнхлэгт гулсах төмөр замыг угсрах



Гулсагчийг сууринд угсрахаасаа өмнө би 4 ширхэг жижиг неодиум соронзыг (DVD линзний механизмаар авав) X хавтан дээр наасан. Энэхүү соронз нь ажлын хэсгийг ажлын талбарт барихад тусална.
Гөлгөр саваа нь гулсах механизмыг суурин дээр хэвээр нь хадгална.
Алхам 6: X тэнхлэгт зориулсан гулсах төмөр замыг угсрах



Энд супер цавуу, шураг ашиглан би чиглүүлэгч механизмыг лазер орон сууцанд холбосон.
Шатны моторыг эрэг ашиглан газарт холбож, гулсагч нь тийм ч хатуу биш чөлөөтэй хөдөлж байгааг санаж, гөлгөр саваа ба чиглүүлэгч хэсгийг нүхэнд оруулав. Мөн хажуугийн хүрээний баганыг түүнд бэхлэв.
Алхам 7: Stepper Motors -ийн утас



Stepper моторуудын хувьд би хуучин USB кабелийг ашигласан, учир нь дотор нь 4 утастай, бүрхүүлтэй бөгөөд ажиллахад илүү уян хатан, хялбар байдаг.
Мультиметр дэх тасралтгүй горимыг ашиглан 2 ороомог, А ороомог, В ороомогыг тодорхойлно.
Би өнгийг сонгож 2 хос утас хийлээ, нэг ороомог А, хоёр дахь ороомог В.
Тэднийг гагнаж, дээр нь дулаан багасгадаг хоолой ашигласан.
Алхам 8: X ба Y тэнхлэгийг самнах


4х M3x12 эрэг ашиглан суурь ба хажуугийн хоёр хүрээг нэг угсралт болгон нэгтгэв.
Алхам 9: Электроник



Жолоочийн хувьд ашигладаг эд ангиуд нь:
- Ардуино Нано.
- 2x A4988 Stepper мотор жолооч.
- 1x IRFZ44N N-CHANNEL MOSFET.
- 1х LM7805 Халаагчтай хүчдэлийн зохицуулагч.
- 1x 47ohm ба 1x 10k эсэргүүцэл.
- 1х 1000uf 16V конденсатор.
- 1x 2.5mm JST XH-Style 2pin эрэгтэй холбогч.
- ЭРЭГТЭЙ, ЭМЭГТЭЙ толгойн зүү.
- 1х (20 мм х 80 мм хоосон ПХБ).
GRBL -д Arduino -ийн дижитал болон аналог пинийг нөөцөлсөн болно. X ба Y тэнхлэгт зориулсан 'Алхам' зүүг дижитал тээглүүр 2 ба 3 -т хавсаргасан болно. X ба Y тэнхлэгт зориулсан "Dir" зүүг дижитал 5 ба 6 -р зүү дээр холбосон болно. D11 нь лазер идэвхжүүлэх зориулалттай. Arduino нь USB кабелиар дамжуулан тэжээл авдаг. A4988 драйверууд гадаад тэжээлийн эх үүсвэрээр дамждаг. Бүх газар нь нийтлэг холболтыг хуваалцдаг. A4988 -ийн VDD нь Arduino -ийн 5V -тэй холбогддог. Миний ашигласан лазер нь 5В хүчдэл дээр ажилладаг бөгөөд тогтмол гүйдлийн хэлхээнд суурилагдсан байдаг. 5V тогтмол эх үүсвэрийн хувьд LM7805 гадаад тэжээлийн хүчдэлийн зохицуулагчийг ашигладаг. Халаагч нь заавал байх ёстой. IRFZ44N N-CHANNEL MOSFET нь Arduino-ийн D11 зүүгээс дижитал өндөр дохио хүлээн авах үед эллектрон шилжүүлэгчийн үүрэг гүйцэтгэдэг. ТАЙЛБАР: Ардуино нано 5V -ийг ашиглах боломжгүй, учир нь лазер нь 250 мА -аас дээш хүчдэлийг авдаг бөгөөд Arduino Nano нь тийм их гүйдэл дамжуулах чадваргүй байдаг.
Тэнхлэг бүрийн хувьд микро алхамыг тохируулах.
MS0 MS1 MS2 Microstep Resolution.
Бага Бага Бага Бүтэн алхам. Өндөр Бага Бага Хагас алхам.
Бага Өндөр Бага улирлын алхам.
Өндөр Өндөр Бага Найм дахь алхам.
Өндөр Өндөр Өндөр Арван зургаа дахь алхам.
3 зүү (MS1, MS2 ба MS3) нь дээрх үнэний хүснэгтийн дагуу таван алхамтай нарийвчлалын аль нэгийг сонгоход зориулагдсан болно. Эдгээр тээглүүрүүд нь дотогшоо татах резистортой тул хэрэв бид салгагдсан бол самбар бүрэн алхам горимд ажиллах болно. Би гөлгөр, чимээ шуугиангүй байхын тулд 16 -р алхам тохиргоог ашигласан. Ихэнх (гэхдээ бүгд тийм биш) алхам хөдөлгүүрүүд нэг эргэлтэнд 200 бүтэн алхам хийдэг. Ороомог дахь гүйдлийг зөв зохицуулснаар моторыг бага багаар хөдөлгөж болно. Pololu A4988 нь моторыг 1/16 -р алхам буюу нэг эргэлтэнд 3, 200 алхамаар хөдөлгөж чаддаг. Микротеппын гол давуу тал нь хөдөлгөөний барзгар байдлыг багасгах явдал юм. Зөвхөн бүрэн зөв байрлал бол бүрэн шатлалтай байрлал юм. Хөдөлгүүр нь бүрэн шатны байрлалтай ижил байрлалын нарийвчлалтайгаар эсвэл барих эргэлтийн моментоор завсрын байрлалын аль нэгэнд зогсох боломжгүй болно. Ерөнхийдөө өндөр хурд шаардлагатай үед бүрэн алхамуудыг ашиглах ёстой.
Алхам 10: Электроникийг хүрээ рүү угсрах


Жолоочийн самбарыг арын хавтан дээр 2x M2 боолтыг ашиглан, 2x M3x12 эрэг ашиглан машины хүрээ дээр угсарсан. Stepper мотор X, Y ба Лазерын холболтыг залгасан.
Алхам 11: Stepper драйверын гүйдлийг тохируулах


Алхамын өндөр түвшинд хүрэхийн тулд хөдөлгүүрийн хангамж нь идэвхтэй гүйдлийн хязгаарлалтгүйгээр зөвшөөрөгдөх хэмжээнээс хамаагүй өндөр байдаг. Жишээлбэл, ердийн stepper мотор нь 5 Ом ороомгийн эсэргүүцэлтэй 1А хамгийн их гүйдлийн зэрэглэлтэй байж болох бөгөөд энэ нь 5 В -ийн хамгийн их хөдөлгүүрийн хангамжийг илтгэнэ. моторыг гэмтээхээс урьдчилан сэргийлэхийн тулд 1А -аас бага хязгаартай байх ёстой. A4988 нь ийм идэвхтэй гүйдлийн хязгаарлалтыг дэмждэг бөгөөд самбар дээрх триммер потенциометрийг одоогийн хязгаарыг тогтооход ашиглаж болно. Одоогийн хязгаарыг тогтоох нэг арга бол драйверийг бүрэн шатлалтай горимд оруулах, STEP оролтыг цаггүйгээр нэг мотор ороомогоор гүйж буй гүйдлийг хэмжих явдал юм. Хэмжсэн гүйдэл нь одоогийн хязгаараас 0.7 дахин их байх болно (ороомог хоёулаа үргэлж асаалттай байх бөгөөд бүрэн алхам горимд одоогийн хязгаарын тохируулгын 70% -иар хязгаарлагддаг). Vdd логик хүчдэлийг өөр утга болгон өөрчлөх нь одоогийн хязгаарын тохиргоог өөрчлөх болно гэдгийг анхаарна уу, учир нь "ref" зүү дээрх хүчдэл нь Vdd -ийн үүрэг юм. Одоогийн хязгаарыг тогтоох өөр нэг арга бол потенциометрийн дээд хэсэгт хүчдэлийг шууд хэмжиж, үүссэн гүйдлийн хязгаарыг тооцоолох явдал юм (одоогийн мэдрэгч резистор нь 0.1Ω). Одоогийн хязгаар нь лавлагааны хүчдэлтэй дараах байдлаар хамаарна: Одоогийн хязгаар = VREF × 1.25 Тиймээс жишээлбэл, жишиг хүчдэл 0.6 В байвал одоогийн хязгаар 0.75А байна. Дээр дурдсанчлан, бүрэн алхам горимд ороомогоор дамжих гүйдэл нь одоогийн хязгаарын 70% -иар хязгаарлагддаг тул 1А бүрэн ороомгийн гүйдлийг авахын тулд одоогийн хязгаар нь 1А/0.7 = 1.4А байх ёстой. 1.4A/1.25 = 1.12 V -ийн VREF руу нэмэлт мэдээлэл авах бол A4988 мэдээллийн хуудсыг үзнэ үү. Тэмдэглэл: Ороомог гүйдэл нь цахилгаан тэжээлийн гүйдэлээс эрс ялгаатай байж болох тул гүйдлийн хязгаарыг тогтоохын тулд цахилгаан тэжээлд хэмжсэн гүйдлийг ашиглах ёсгүй. Одоогийн тоолуураа байрлуулах тохиромжтой газар бол stepper моторын ороомогтой цуваа юм.
Алхам 12: Лазер угсралт



Миний ашигласан лазер бол 200-250mW 650nm фокусын лазер модуль юм. Гадна талын металл орон сууц нь лазер диодын халаагуураар ажилладаг. Лазер цэгийг тохируулах зориулалттай линзтэй. Лазер утасны терминалыг жолоочийн самбар дээрх лазер залгуурт холбоно уу.
Та эндээс нэгийг авах боломжтой.
Алхам 13: Бэлэн боллоо


Дөрвөн жижиг неодим соронз ашиглан ажлын хэсгийг ажлын орон дээр түгжиж, X ба Y тэнхлэгийг анхны байрлалд (гэртээ) тавина. Жолоочийн самбарыг гадаад тэжээлийн эх үүсвэрээр, Arduino Nano -г USB A -аас USB Mini B кабелиар дамжуулан компьютерт асаана уу.
Мөн самбарыг гадны тэжээлийн эх үүсвэрээр тэжээнэ үү.
НЭГДҮГЭЭР АЮУЛГҮЙ БАЙДАЛ. ЛАЗЕРЫН АЮУЛГҮЙ БАЙДЛЫН ШИЛ ХЭРЭГТЭЙ
Алхам 14: GRBL програм хангамж



- GRBL -ийг эндээс татаж авна уу
- Десктоп дээрээс grbl-master хавтасыг задлахад та үүнийг master.zip файлаас олж болно
- Arduino IDE -ийг ажиллуулна уу
- Application bar цэснээс: Sketch -> #include Library -> File from file. ZIP -ийг сонгоно уу
- Grlb-master хавтаснаас олж болох grbl фолдерыг сонгоод Нээх дээр дарна уу
- Номын сан одоо суулгагдсан бөгөөд IDE програм хангамж нь танд энэ мессежийг харуулах болно: Номын сан таны номын санд нэмэгдсэн байна. "Номын сангийн оруулах" цэсийг шалгана уу.
- Дараа нь "grbl upload" гэсэн жишээг нээгээд arduino самбартаа оруулна уу.
Алхам 15: G-CODE илгээх програм хангамж



Мөн LASER GRBL-ийг ашигласан G-кодыг CNC рүү илгээх програм хангамж бидэнд хэрэгтэй байна
LaserGRBL бол DIY Laser Engraver -ийн хамгийн сайн Windows GCode дамжуулагчийн нэг юм. LaserGRBL нь GCode замыг arduino руу ачаалах, дамжуулах, дотоод хөрвүүлэх хэрэгслээр зураг, зураг, логог сийлэх чадвартай.
LASER GRBL татаж авах.
LaserGRBL нь машин дээр байгаа COM портуудыг байнга шалгаж байдаг. Портуудын жагсаалт нь хяналтын самбарыг холбосон COM портыг сонгох боломжийг танд олгоно.
Машины програм хангамжийн тохиргооны дагуу холболтын зохих хурдны хурдыг сонгоно уу (анхдагч 115200).
Grbl тохиргоо:
$$ - Grbl тохиргоог харах
Тохиргоог үзэхийн тулд $$ гэж бичээд Grbl -д холбогдсоны дараа enter дарна уу. Grbl нь доорх жишээн дээр үзүүлсэн шиг одоогийн системийн тохиргооны жагсаалттай хариу өгөх ёстой. Эдгээр бүх тохиргоо нь тогтмол бөгөөд EEPROM -д хадгалагддаг тул хэрэв та унтраасан бол дараагийн удаа Arduino -г асаахад эдгээрийг дахин ачаалах болно.
$ 0 = 10 (алхам импульс, usec)
$ 1 = 25 (сул зогсолтын алхам, msec)
$ 2 = 0 (алхам порт урвуу маск: 00000000)
$ 3 = 6 (dir port invert mask: 00000110)
$ 4 = 0 (алхамыг идэвхжүүлэх invert, bool)
$ 5 = 0 (хязгаар зүү урвуу, bool)
$ 6 = 0 (зүү зүү эргүүлэх, bool)
$ 10 = 3 (статусын тайлангийн маск: 00000011)
$ 11 = 0.020 (уулзварын хазайлт, мм)
$ 12 = 0.002 (нуман хүлцэл, мм)
$ 13 = 0 (инч, bool)
$ 20 = 0 (зөөлөн хязгаар, bool)
$ 21 = 0 (хатуу хязгаар, bool)
$ 22 = 0 (байршуулах мөчлөг, bool)
$ 23 = 1 (homing dir invert mask: 00000001)
$ 24 = 50.000 (гэрийн тэжээл, мм/мин)
$ 25 = 635.000 (гэрийн хайлт, мм/мин)
$ 26 = 250 (homing debounce, msec)
$ 27 = 1.000 (байрны татах, мм)
$ 100 = 314.961 (x, алхам/мм)
$ 101 = 314.961 (y, алхам/мм)
$ 102 = 314.961 (z, алхам/мм)
$ 110 = 635.000 (x хамгийн их хурд, мм/мин)
$ 111 = 635.000 (хамгийн их хурд, мм/мин)
$ 112 = 635.000 (z дээд хурд, мм/мин)
$ 120 = 50.000 (x accel, mm/sec^2)
121 = 50.000 (хурдаар, мм/сек^2)
$ 122 = 50.000 (z accel, mm/sec^2)
$ 130 = 225.000 (хамгийн их аялал, мм)
$ 131 = 125.000 (хамгийн их аялал, мм)
$ 132 = 170.000 (хамгийн их аялал, мм)
Алхам 16: Системийг тохируулах



Төслийн хамгийн хэцүү хэсгийг энд оруулав.
-Лазер туяаг ажлын хэсэг дээрх хамгийн жижиг цэг болгон тохируулах. Энэ бол мөр, алдааны аргыг ашиглан цаг хугацаа, тэвчээр шаарддаг хамгийн хэцүү хэсэг юм.
-GRBL -ийн тохиргоог 100, 101, 130, 131 доллараар авч үзвэл
GRBL -ийн миний тохиргоо бол $ 100 = 110.000
$101=110.000
$130=40.000
$131=40.000
Би 40мм талтай дөрвөлжин сийлбэр хийхийг оролдсон бөгөөд маш олон алдаа гаргаж, grbl-ийн тохиргоог хийсний дараа X ба Y тэнхлэгээс хоёуланд нь 40мм-ийн зөв шугамыг сийлсэн болно. Хэрэв X ба Y тэнхлэгийн нарийвчлал ижил биш байвал зураг аль ч чиглэлд масштабтай болно.
DVD хөтчийн бүх Stepper мотор ижил байдаггүй гэдгийг санаарай.
Энэ нь урт бөгөөд цаг хугацаа шаардсан үйл явц боловч үр дүнг нь өөрчлөхөд сэтгэл хангалуун байдаг.
LaserGRBL хэрэглэгчийн интерфэйс.
- Холболтын хяналт: энд та grbl firmware тохиргооны дагуу холболтын цуваа порт ба пропербаудын хурдыг сонгох боломжтой.
- Файлын хяналт: Энэ нь ачаалагдсан файлын нэр, сийлбэрлэх явцыг харуулсан болно. Ногоон "Play" товчлуур нь програмын гүйцэтгэлийг эхлүүлнэ.
- Гарын авлагын командууд: та энд дурын G-кодын мөрийг бичээд "enter" товчийг дарж болно. Командуудыг дарааллын дараалалд оруулах болно.
- Тушаалын бүртгэл ба командын буцах кодууд: дараалсан командууд болон тэдгээрийн гүйцэтгэлийн байдал, алдааг харуулна.
- Гүйлтийн хяналт: лазерыг гараар байрлуулах боломжийг олгодог. Зүүн босоо гулсагчийн хөдөлгөөний хурд, баруун гулсагчийн удирдлагын алхам.
- Сийлбэрийн урьдчилж харах: энэ хэсэг нь ажлын эцсийн үзүүлэлтийг харуулдаг. Жижиг цэнхэр загалмай сийлбэрлэх явцад лазерын одоогийн байрлалыг ажлын цагаар харуулах болно.
- Grbl reset/homing/unlock: энэ товчлуурууд нь grbl самбар дээр зөөлөн дахин тохируулах, байршуулах, тайлах командыг илгээдэг. Нээх товчлуурын баруун талд та хэрэглэгчийн тодорхойлсон товчлууруудыг нэмж болно.
- Feed feed and resume: энэ товчлуурууд нь grbl самбар руу Feed Hold эсвэл Resume командыг илгээж програмын гүйцэтгэлийг түр зогсоож, үргэлжлүүлж болно.
- Шугамын тоо ба цаг хугацааны төсөөлөл: LaserGRBL нь програмын гүйцэтгэх хугацааг бодит хурд, ажлын явц дээр үндэслэн тооцоолж чаддаг.
- Хяналтын статусыг хүчингүй болгодог: бодит хурд, хүчийг дарж харуулах, өөрчлөх. Overrides бол grbl v1.1 -ийн шинэ онцлог бөгөөд хуучин хувилбар дээр дэмжигддэггүй.
Алхам 17: Модон сийлбэр




Растер импорт хийх нь LaserGRBL -д ямар ч төрлийн дүрсийг ачаалж, GCode -ийн зааврыг бусад програм хангамжгүйгээр эргүүлэх боломжийг олгодог. LaserGRBL нь зураг, клип, харандаа, лого, дүрс зэргийг дэмжиж, ямар ч төрлийн дүрсээр хамгийн сайнаар хийхийг хичээдэг.
Үүнийг "Файл, Нээлттэй Файл" цэснээс jpg,-p.webp
Сийлбэр хийх тохиргоо нь бүх материалын хувьд өөр өөр байдаг.
Сийлбэрийн хурдыг мм тутамд, чанарын шугамыг мм тутамд тодорхойлно. Видео хавсаргасан нь бүх үйл явцын хоцрогдол юм.
Алхам 18: Нимгэн цаас хайчлах

Энэхүү 250 мВт хэмжээтэй лазер нь нимгэн цаас хайчлах чадвартай боловч хурд нь маш бага байх ёстой, өөрөөр хэлбэл 15 мм/мин -ээс хэтрэхгүй байх ёстой бөгөөд лазер туяаг зөв тохируулах ёстой.
Видео хавсаргасан нь бүх үйл явцын хоцрогдол юм.
Алхам 19: Винил хайчилж, захиалгаар наалт хийх


Би захиалгат винил наалт хийсэн. Усан онгоцны хурд нь ашигласан винил өнгөнөөс хамаарч өөрчлөгддөг.
Харанхуй өнгийг ашиглахад хялбар байдаг, харин цайвар өнгө нь нэлээд төвөгтэй байдаг.
Дээрх зургууд нь CNC ашиглан хийсэн винил наалтыг хэрхэн ашиглахыг харуулж байна.
Гэхдээ винил шатаахад хорт хавдар үүсгэдэг утаа ялгардаг гэдгийг санаарай. Тэд үнэхээр муухай үнэртэй.
♥ GRBL хөгжүүлэгчдэд онцгой талархал илэрхийлье:)
Энэ төсөл танд таалагдсан гэж найдаж байна, хэрэв танд ямар нэгэн асуулт байвал тайлбар дээр надад хэлээрэй, би бас таны CNC машинуудын зургийг үзмээр байна!
Баярлалаа !! Таны дэмжлэгийн төлөө.
Зөвлөмж болгож буй:
DIY лазер диодын драйвер -- Тогтмол гүйдлийн эх сурвалж: 6 алхам (зурагтай)
")
DIY лазер диодын драйвер || Тогтмол гүйдлийн эх сурвалж: Энэ төсөлд би DVD шарагчнаас шүдэнз асаах чадвартай лазер диодыг хэрхэн гаргаж авснаа харуулах болно. Диодыг зөв асаахын тулд би хэрхэн нарийвчлалыг өгдөг тогтмол гүйдлийн эх үүсвэрийг бий болгож байгаагаа харуулах болно
Apple баркод сийлбэрлэгч (Photonics Hackathon Phablabs): 3 алхам
: 3 алхам")
Apple -ийн баркод сийлбэрлэгч (Photonics Hackathon Phablabs): Сайн байцгаана уу, Phablabs Photonics уралдааныхаа хүрээнд бид жимс дээрх наалтыг солих чадвартай төхөөрөмжийг бүтээхийг хүссэн. Та бас жимсний наалтыг үзэн яддаг уу? Мөн та байгаль орчинд ээлтэй өөрчлөлт хийхийг хүсч байна уу? Дараа нь бид оруулахыг хүсч байна
CNC 500mW лазер сийлбэр: 9 алхам

CNC 500мВт лазер сийлбэрлэгч: Бүтээсэн: Дэвид Тан Энэхүү гарын авлага нь Lee's Electronics Components -аас CNC 500mW лазер сийлбэрийг угсрах, тохируулах ажлыг хийх болно. Энэхүү гарын авлагад ашигласан бүх эд ангиудыг иж бүрдэлд оруулсан бөгөөд зарим орлуулах эд ангиудыг эндээс худалдаж авч болно
Лазер хайрцаг хөгжим Лазер гэрлийн шоу: 18 алхам (зурагтай)
")
Laser Box Music Laser Light Show: Би өмнө нь хөгжмийн лазер гэрлийн шоу хийхийн тулд компьютерийн хатуу дискийг хэрхэн ашиглах талаар тайлбарласан зааварчилгаа нийтэлсэн. Би цахилгаан хайрцаг болон RC машины мотор ашиглан авсаархан хувилбар гаргахаар шийдсэн. Эхлэхээсээ өмнө би танд lase гэж хэлмээр байна
Мини CNC лазер модон сийлбэрчин ба лазер цаас хайчлагч: 18 алхам (зурагтай)
")
Mini CNC лазер модон сийлбэрлэгч ба лазер цаас хайчлагч: Энэ бол миний хуучин DVD хөтчүүд, 250 мВт лазер ашиглан Arduino дээр суурилсан лазер CNC модон сийлбэр, нимгэн цаас хайч хийсэн тухай заавар юм. Тоглоомын талбай нь 40 мм х 40 мм хэмжээтэй, хуучин зүйлээр өөрийн машин хийх нь хөгжилтэй биш гэж үү?